

News
Tesla targets lower operating costs through new waste water treatment system patent
Tesla is arguably one of the most dynamic companies in the industry today, with its tendency to constantly innovate even after it reaches its ambitious targets. This particular culture was mentioned by Tesla’s President of Automotive Jerome Guillen in a recent interview with CNBC, when he stated that Tesla’s work, specifically in its batteries, continue to evolve over time. Elon Musk echoed this tendency on Twitter, stating that even Tesla’s vehicles like the Model S and X are partially upgraded every month “as soon as a new subsystem is ready for production.”
Such a culture is emblematic of Tesla. Such a culture is also reflected in a recently published patent for the company, which outlines a clever waste water treatment system that could pave the way for more cost savings in operational expenses. The patent is titled System for Regenerating Sodium Hydroxide and Sulfuric Acid from Waste Water Stream Containing Sodium and Sulfate Ions and was published on November 15.
Tesla notes in its patent description that “acid leaching performed through the addition of sulfuric acid and neutralization through the addition of sodium hydroxide” are common processes used in manufacturing. As a result of these processes, waste water containing high concentrations of sodium and sulfate ions produced, since sodium and sulfate ions are very soluble and are difficult to remove through conventional precipitation processes. Tesla notes that these factors could result in large quantities of waste water being disposed — a process that is both expensive and harmful for the environment.
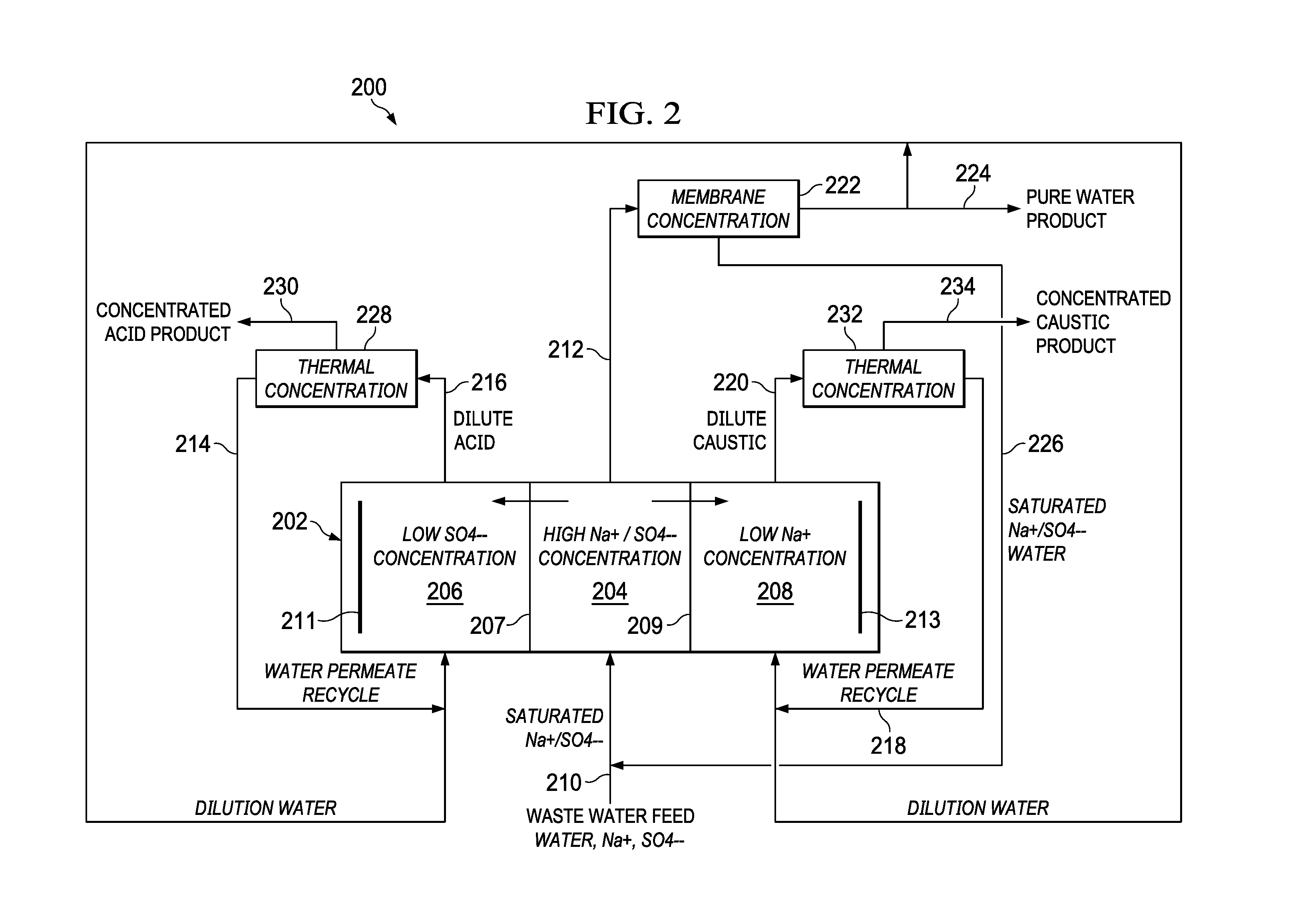
In a conventional waste water treatment setup, three chambers separated by an anion exchange membrane (AEM) and a cation exchange membrane (CEM), as well as anodes and cathodes, are utilized. Tesla notes that the present system for waste water treatment leaves much to be desired, considering that the setup is not cost-effective at all.
“With the prior art system, not all of the sodium and sulfate ions are able to be removed from the waste water feed stream to produce the ‘treated’ water. This reduces recovery of acid/caustic, and also presents challenges when trying to reuse the “treated” water. This process becomes increasingly difficult as the concentration of ions in the waste water feed stream lowers as it moves through the electrolysis treatment system, and an increasing amount of electrical voltage needs to be applied.
“Further, the generated acid/caustic products can only be produced at low concentrations. As the product streams increase in concentration, an increasing amount of electrical voltage is needed between the anode and the cathode. Further, as the membranes AEM and CEM are in contact with these higher concentration acid/caustic products, the lifetime of the membranes and decreases. The combination of a high electrical load, low recovery efficiency, low recovered acid/caustic concentrations, and short component lifetimes make the prior art system economically unviable.”
Tesla’s waste water treatment system utilizes membrane concentration systems as a cornerstone to develop a system where waste water is treated and possibly even reused. The electric car maker describes its system in the following description.
“As compared to prior waste water treatment systems, the waste water treatment system of the present disclosure uses the three dedicated membrane concentration systems to maintain high ion concentrations in the feed and low ion concentrations in the product chambers. The first thermal concentration system takes in the dilute acid produced by the electrolysis treatment system that allows pure water to permeate while the dissolved acid species are rejected. The pure water is recycled back to the second chamber of the electrolysis treatment system to dilute this stream, while the reject concentrated acid is extracted as a product.
 -
-
“The second thermal concentration system takes in the dilute caustic produced by the electrolysis treatment system and allows pure water to permeate while the dissolved caustic species are rejected. The pure water is recycled back to the third chamber of the electrolysis treatment system to dilute this stream, while the reject concentrated caustic is extracted as a product. The membrane concentration system takes in the existing waste water that still contains significant dissolved sodium and sulfate. Pure water is extracted as a product, and the concentrate reject is sent back to the electrolysis treatment system waste water feed to maintain a high concentration of sodium and sulfate ions in the waste water feed.”
With such a system in place, Tesla expects to see optimizations in its operations. The Silicon Valley-based carmaker noted in its patent that its waste water treatment system would likely even extend the lifetime of components such as the AEM and CEM, resulting in more cost savings.
“The waste water treatment system of the present disclosure has significant operational advantages, including resulting in large positive driving concentration gradient assisting electric voltage, as opposed to negative gradient resisting electric voltage in (a) conventional system, dramatically reducing electrical load. The waste water treatment system allows for the AEM and CEM of the electrolysis treatment system to be in contact with low concentration acid/caustic, significantly increasing their lifetimes.
“Further, the produced acid/caustic from the membrane concentration systems are at much higher concentrations than the electrolysis treatment system could make on its own, increasing their value. Moreover, the exiting pure water product is Reverse Osmosis (RO) quality and can be directly used to service pure water needs. The recovery of both sodium and sulfate ions is near 100%, since there are almost no remaining ions in the exiting pure water product.”
Over the past months, published patents from the company show that Tesla is looking to optimize several aspects of its operations. Included among these is a rigid structural cable that could open the gates for more automation, a flexible clamping assembly that would allow the company to easily address panel gaps, as well as a DCM recovery system that could make battery manufacturing safer.
Tesla’s recently published patent for its novel waste water treatment system could be accessed in full here.
-

SpaceX stock did the opposite of what most of Wall Street expected this week, when the day designed to be its most dangerous turned into a rally, and the rally kept going.
Thursday marked the first major lockup expiration since SpaceX’s June IPO, making roughly 911.5 million insider held shares eligible to trade for the first time, more than doubling the company’s public float. Analysts and short sellers had spent weeks bracing for a flood of selling, especially after the stock fell 13 percent following its first earnings report as a public company on Tuesday. Instead, shares rose 6.1 percent Thursday to close at $114.92, and by Friday they were trading near $129, up more than another 12 percent on the day.
SpaceX shorts get warned by Musk ally, echoing Tesla’s early struggles
The setup made the outcome notable. Short interest had climbed to roughly 34 percent of the float heading into earnings, among the highest of any large cap stock, with about 95 percent of available shares to borrow already on loan. CEO Elon Musk warned short sellers twice in the weeks before the lockup, writing on X that “the survival probability of firms who maintain a significant short position in SpaceX over time is very low,” then following up on the morning of earnings with “I try to warn them, but they just double down.”
When the newly unlocked shares hit the market and the selloff never showed up, some of that short position appears to have started unwinding. TipRanks reported that options activity shifted toward bullish strategies like put selling and risk reversals following the rally, with roughly $600 million in options premium trading Thursday alone. Retail buyers also stepped in during the earnings dip, according to Vanda Research.
The fundamentals behind the stock have not changed much in a week. SpaceX’s revenue nearly doubled year over year to $7.8 billion, with Starlink subscribers doubling to 12 million and the company’s AI segment growing 247 percent. What spooked investors on Tuesday was the spending side. Capital expenditures jumped to more than $18 billion for the quarter, up from $2.8 billion a year earlier, with AI investment alone rising from $749 million to $15.8 billion. Wall Street remains split on whether that spending is building infrastructure SpaceX needs or outrunning what the business can currently support, a debate Teslarati has tracked since shares first came under pressure.
None of that resolves the bigger question hanging over the stock. Thursday’s release was only the first of nine staggered lockup tranches, with roughly $800 billion worth of additional shares scheduled to become eligible through October, and Musk’s own stake stays locked until next June. If this week is any indication, the market is treating that supply as something it can absorb rather than something to fear, at least for now.
-
News
The Boring Company’s newest Vegas Station has a permit quietly waiting behind it
Sahara Las Vegas opened a new Vegas Loop station, joining an exclusive two resort transit club.

Sahara Las Vegas opened a new Vegas Loop station Thursday, giving The Boring Company’s underground transit system its northernmost stop yet on the Strip. The station sits at Sahara’s Paradise Road entrance, on the southeast corner of Las Vegas Boulevard and Sahara Avenue, and connects riders to the Las Vegas Convention Center, other Strip resorts on the network and, eventually, Harry Reid International Airport.
The addition makes Sahara the second resort, after Fontainebleau opened its own station in January, to get a stop built at street level rather than tucked into the property itself. Sahara now joins Westgate as the only two Strip resorts offering both a Vegas Loop station and a stop on the Las Vegas Monorail, giving guests two separate ways to get around without leaving the property.
The Boring Company just doubled its tunneling power in Nashville
The bigger news buried in Thursday’s announcement is what comes next. Boring Company has already secured its first permit to tunnel north of Sahara Avenue, extending the network beyond where it currently ends, even though permits to push the Loop toward downtown Las Vegas still haven’t been granted. Crews are also working on a two mile dual tunnel line running from Westgate to a planned station at 4744 Paradise Road, just north of Tropicana Avenue, that Las Vegas Convention and Visitors Authority CEO Steve Hill has said the company hopes to open in time for November’s Las Vegas Grand Prix.
Ridership has grown alongside the buildout. The Loop moved roughly 82,000 passengers during CONEXPO in early March, a total the company highlighted on its own X account at the time, and the system has now carried more than 4 million passengers through 11 open stations since it began running in 2021. The airport connector tunnels, meant to give the Loop a direct link to Harry Reid, have slipped past their original first quarter target and remain under construction, with Boring Company director Mike Baier saying that a full opening is still a few months out.
For Sahara, the calculation is straightforward. Convention traffic drives a large share of Loop ridership, and a station at the property’s front door gives conventiongoers one more reason to book rooms on the Strip’s north end instead of closer to the convention center itself.
-
Elon Musk
Tesla’s mysterious Robovan makes a sneak peek with Optimus in Terafab video
Elon Musk shared a new Terafab video showing Optimus, Robovans, and a stunningly futuristic campus.

Elon Musk posted a new video of Terafab on X Thursday morning, and the most eye-catching details in it were not the building itself, but two products still awaiting production: Optimus and the Robovan.
The concept render, credited to SpaceX, shows Optimus robots working the grounds of the roughly 2.5-mile-long facility planned for the Gibbons Creek site in Grimes County, while a Robovan glides along an elevated roadway cutting through the building itself, sharing the frame with a Tesla Semi and a Cybercab.
Robovan is the boxy, driverless people and cargo mover Musk unveiled alongside Cybercab at Tesla’s “We, Robot” event in October 2024. He pitched it as a way to move up to 20 passengers at once, or handle freight instead, at a target cost he claimed could fall under a dollar a mile, with no steering wheel or pedals, the same layout as Cybercab. Nearly two years later, Robovan still has no confirmed production timeline and has not shown up in any factory footage, which makes Thursday’s render one of the only recent looks at the vehicle in any form.
Terafab Texas will be the largest and most valuable building on Earth by far.
And it will be stunningly beautiful. pic.twitter.com/4NweOqTL7y
— Elon Musk (@elonmusk) August 6, 2026
Optimus has moved further along. Tesla began converting Fremont’s old Model S and Model X assembly line into a Gen 3 Optimus production line earlier this year, and Musk visited the site on July 1 to mark the changeover. A second, larger Optimus plant is under construction at Giga Texas, targeting volume production in summer 2027 and eventual capacity of 10 million units a year. Tesla AI lead Ashok Elluswamy said this month the robot has “big shoes to fill” in replacing the S and X line, while Musk has repeatedly called Optimus the company’s biggest product of any kind, with a long-term price he has pegged between $20,000 and $30,000.
-
Check out the “Robovan” from @Tesla
📸: @Teslarati pic.twitter.com/D4es2i9NUe
— TESLARATI (@Teslarati) October 11, 2024
“Terafab Texas will be the largest and most valuable building on Earth by far,” Musk wrote alongside the clip. “And it will be stunningly beautiful.”
One quote post summed up the reaction: “Futuristic scene with RoboVan + Cybercab + Tesla Semi + Optimus.”
Beyond the vehicles, the architecture wrapped around them stands out too. The building’s facade is canted at sharp angles, with illuminated horizontal bands running through what appears to be a multi level interior visible from outside. Below the elevated roadway, pedestrians walk along a plaza next to a reflecting pool, and the skyline behind the campus is dotted with angular spires that read more like sculpture than infrastructure, a departure from the strictly utilitarian look of Gigafactory Texas or Starbase.
The timing tracks with what Terafab representative Riley Trennell told Grimes County residents on Wednesday, when he said renderings of the facility would be released “within days.” Musk’s post followed less than 24 hours later, and Texas Governor Greg Abbott’s office sent out its own release Thursday confirming the project. As Teslarati reported this morning, Terafab’s tax abatement agreements with Grimes County are now signed and active, and SpaceX has sent the county its first $10 million payment under that deal. The dollar figure tied to this phase of construction, per Reuters, is $16.8 billion, one of the first hard capital expenditure numbers attached to Terafab since Musk unveiled the joint Tesla-SpaceX-xAI venture in March.Reaction on X ranged from enthusiastic to skeptical. “God Bless Texas! Everything is bigger and better in Texas!” one reply read. Another was more measured: “Terafab in a decade…..”
Whether the finished building matches the render is a separate question from whether Musk wanted people talking about the render itself. Less than a day after posting, the video had already crossed 5.5 million views.
-

Elon Musk and SpaceX shrugs off the trading day Wall Street feared most

The Boring Company’s newest Vegas Station has a permit quietly waiting behind it





